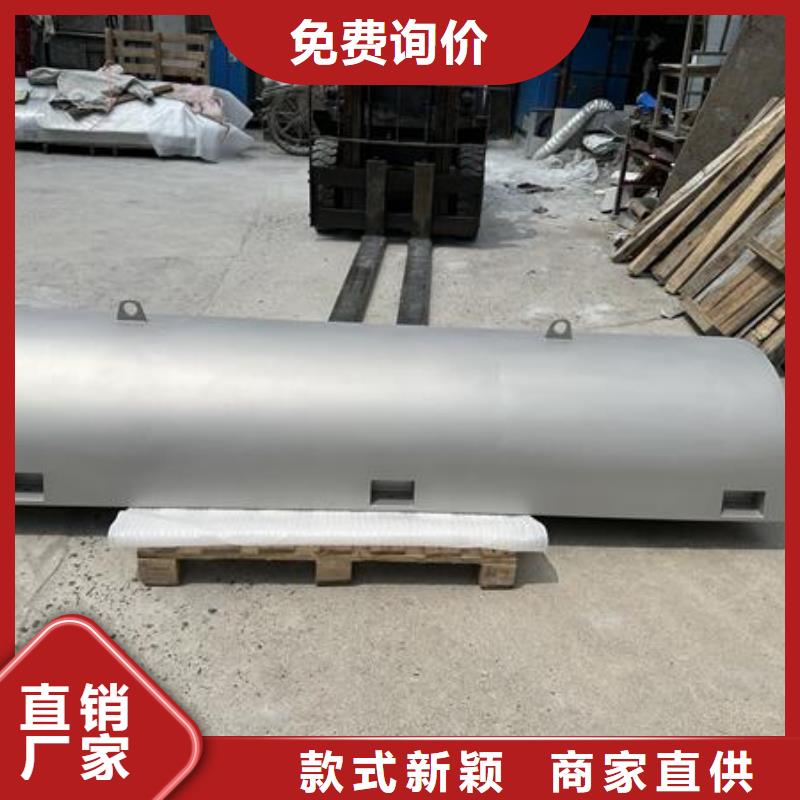
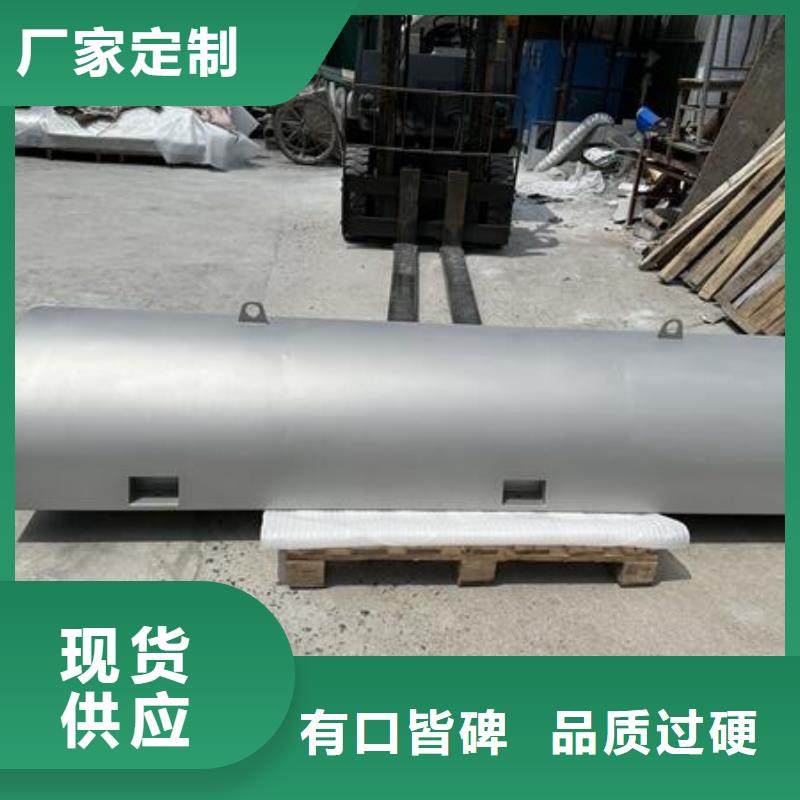
我们的现场实拍视频将带您走进(苍梧) 上海喷砂加工厂大量现货产品的世界,让您亲眼见证其优点和特点,为您的购买决策提供有力支持。
以下是:苍梧(苍梧) 上海喷砂加工厂大量现货的图文介绍
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
常用的喷砂行业英语
shotblast喷砂;喷丸清理;喷砂清理;喷净法
shot-blast喷丸加工;喷砂加工;喷丸加工
sandblastmachine喷砂机
sandblastrubberhose喷沙胶管
Sandblastingequipment喷砂设备
sandblasting喷砂处理
sandblastingcleaner喷砂清理机
sandblastingmachine喷砂机
sandblastingnozzle喷砂嘴
sandblowing喷砂打光
sandblastrubberhose喷砂橡胶管
shotblastchamber喷丸清理室
shotblastcleaning喷丸清理
shotblastshop喷丸除锈车间
shothangerblast悬链式连续抛丸清理机;连续喷丸清砂;悬链式连续抛丸清理机
shot-blastcabinet喷丸室
shot-blastchamber喷丸室
shot-blastcleaningbarrel抛丸清理滚筒
shot-blastroom喷丸室
shot-blastShoveout!撑开!
shot-blastunit喷丸装置
airshotblastmachine喷丸清理机
combinedshot-blastshakeoutcleaningchamber抛喷丸落砂清理室
blast阵风;气浪;炸毁;
shot装子弹;注塑量;注料量;注射
SHOT=SocietyfortheHistoryofTechnology技术史学会[美]
blastfurnaceblast高炉鼓风
shotaftershot一枪接一枪
shot-by-shotdeconvolution逐炮反褶积
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
表面喷砂处理(元开)机械设备有限公司本着“品质至上、信誉至上、服务至上、时间至上”的企业经营理念,“诚信经营、信誉为本”的经营宗旨, 是一家专业研究、开发和销售 玻璃喷砂加工、专业性企业,公司产品主要有 玻璃喷砂加工、等系列,品种多,规格全。坚信客户永远是公司发展的源泉,坚持以市场为导向,以完善的售后服务为承诺,我们积j i参与推广以及行业交流活动,公司在长期的发展过程中以过硬的产品质量的优势和国内许多大型的公司都建立了长期良好的合作伙伴关系。
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
加压式干法喷砂工艺指标
磨料 砂粒要求 喷嘴入口小空气压力MPa 喷嘴小直径mm 喷射角
(°) 喷距mm
石英砂 全部通过3.2mm筛孔,不通过0.63mm筛孔、苍梧同城0.8mm筛孔,余量不小于40% 0.5 6-8 30-75 80-200
硅质河砂或海砂 全部通过3.2mm筛孔,不通过0.63mm筛孔、苍梧同城0.8mm筛孔,余量不小于40% 0.5 6-8 30-75 80-200
金刚砂 全部通过3.2mm筛孔,不通过0.63mm筛孔、苍梧同城0.8mm筛孔,余量不小于40% 0.35 5 30-75 80-200
激冷儿砂铸钢碎砂 全部通过1.0mm筛孔,0.63mm筛孔余量不大于15% 0.5 5 30-75 80-200
钢线砂 线粒直径1.0mm,线粒长度等于直径,其偏差不大于直径的40% 0.5 5 30-75 80-200
铁丸或钢丸 全部通过1.6m筛孔,不通过0.63mm筛孔、苍梧同城0.8mm筛孔,余量不小于40% 0.5 5 30-75 80-200
注:1、苍梧同城薄钢板喷砂时,砂子粒度和空气压力应适降低;
2、苍梧当地一级标准不宜使用河砂和海砂作为喷砂材料;
3、苍梧当地喷砂出口端的直径磨损量超过起始内径1/2时,喷嘴不得继续使用
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
喷砂机的工作原理
喷砂机的工作原理是利用压缩空气带动磨料(或弹丸)喷射到工件表面,对工件表面进行微观切削或冲击,以实现对工件的除锈、苍梧附近除漆、苍梧附近除表面杂质,表面强化及各种装饰性处理。广泛应用于船舶、苍梧附近飞机、苍梧当地冶金、苍梧当地矿山、苍梧当地铁路、苍梧当地桥梁、苍梧当地化工、苍梧当地车辆及重型机械工业制造中各种金属构件及焊接表面。同时又是对非金属(玻璃、苍梧当地塑料等)表面,装饰、苍梧当地雕刻的理想设备
喷砂机系列产品,对钢材表面除锈等级高达Sa3(涂装前钢材表面锈蚀等级及除锈等级标准GB8923-88中 等级)。此时,钢材表面无可见的油脂、苍梧当地污垢、苍梧当地氧化皮、苍梧当地铁锈和油漆涂层等附着物,显示均匀的金属色泽。钢材表面基体粗糙度可达Ra40um以上,与环氧富锌漆的结合强度可大于12MPa
,大大提高了钢材表面与油漆等防腐涂料的结合力,防腐年限可长达20年以上。
而用于喷丸处理,大量弹丸喷射到零件表面,猛烈的冲击使金属零件表面产生极为强烈的塑性变形,使零件表面产生一定厚度的冷作硬化层,称为表面强化层,此强化层会显著地提高零件在高温和高湿工作下的疲劳强度。此外,喷丸还能促使钢材表层的组织发生转变,即残余奥氏体诱发转变为马氏体,并且能够细化马氏体的亚结构,进一步提高了工件表面硬度和耐磨性,从而延长其使用寿命。经实际测试,喷丸10秒,弧高试片变形即可达0.6mm,履盖率100%。
针对喷砂过程中产生的大量粉尘,回收循环喷砂机和喷砂房。解决了环境污染问题,作业现场可达到“GB103328-10333-89车间空气中粉尘卫生标准”要求,是国内更新换代的环保型设备。
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
喷砂和喷丸的区别
喷丸是以金属弹丸,利用压缩空气或机械离心力为动力和摩擦力来除去金属锈蚀的方法。弹丸直径在0.2-2.5mm之间,压缩空气压力为0.2-0.6Mpa,喷流与表面角度为30度-90度左右。喷嘴系用T7或T8工具钢制成并淬火至硬度50-55HRC,每个喷嘴使用期限为15-20天。
喷丸是用来清除厚度不小于2mm的或不要求保持准确尺寸及轮廓的中型、苍梧当地大型金属制品以及铸锻件上的氧化皮、苍梧当地铁锈、苍梧当地型砂及旧漆膜。是表面涂(镀)覆前的一种清理方法。广泛用于大型造船厂、苍梧当地重型机械厂、苍梧当地汽车厂等。用喷丸进行表面处理,打击力大,清理效果明显。但喷丸对薄板工件的处理,容易使工件变形,且钢丸打击到工件表面(无论抛丸或喷丸)使金属基材产生变形,由于Fe3O4和Fe2O3没有塑性,破碎后剥离,而油膜与基材一同变形,所以对带有油污的工件,抛丸、苍梧当地喷丸无法彻底清除油污。
喷砂也是一种机械清理方法,但并喷砂不是喷丸,喷砂用的是砂粒如石英砂,喷丸用的是金属弹丸。在现有的工件表面处理方法中,清理效果 的还数喷砂清理。喷砂适用于工件表面要求较高的清理
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")
 上海喷砂加工厂大量现货")



 扫一扫
扫一扫